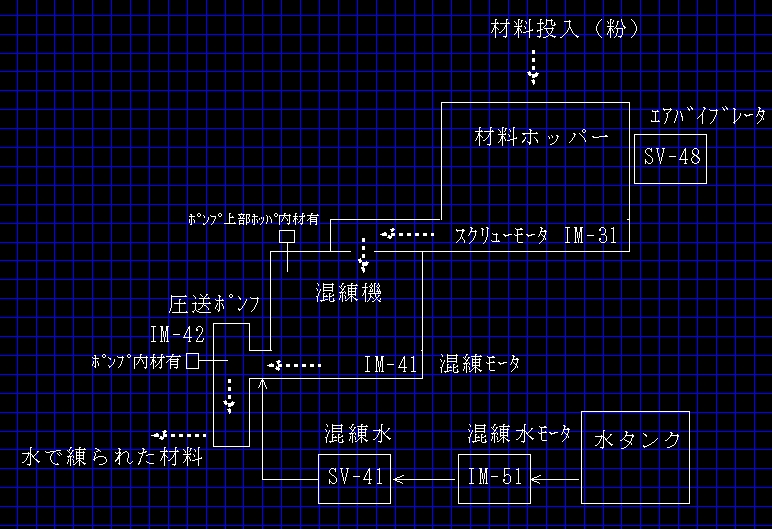
以下のような機械があります。
人間が投入した材料を水と混ぜて練り上げる装置です。
具体的に動かしたい内容
直接材料と水を混ぜてしまうと使いきりで処理しないといけないので、一度材料ホッパーに入れ、必要な分だけ混練機に送り、水と混ぜます。
練られた材料は圧送ポンプにてホースで所定の位置に送ります。
混練機で材料検知した場合は、あふれてしまうのでスクリューモーターを停止します。
ポンプ内材有でも材料があふれてしまうので混練モーターを停止します。
材料ホッパーの側面に材料がへばりつかないようにエアバイブレーターで外から壁面を叩いてあげます。
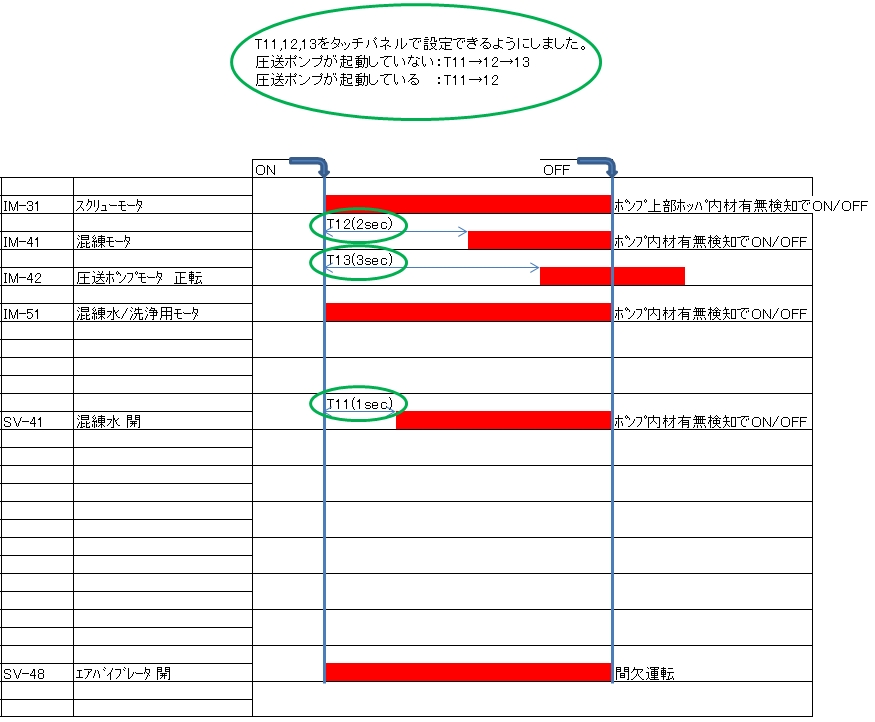
圧送ポンプが起動しているときと起動していない時の混練水弁と混練機の動作時間を変える。
順次起動する為にタッチパネルにタイマー設定値を設ける
これだけでイメージがついたでしょうか?
流れさえ理解してしまえば、順番にラダー回路を組んでいけばいいですね。
これだけでの情報で自分なりに何を用意したらよいか考えてみましょう。
ラダーソフトを作るためのタイムチャートを考えてみましょう。
< ポイント >
動きの基本は
下流 IM-42(物の流れで最後の部分)から起動し
上流 IM-31(物の流れで最初の部分)から停止させること
.
イメージを膨らせて、動作が出来ましたか?
今回は、条件により
タイマーの使い分けをしています。
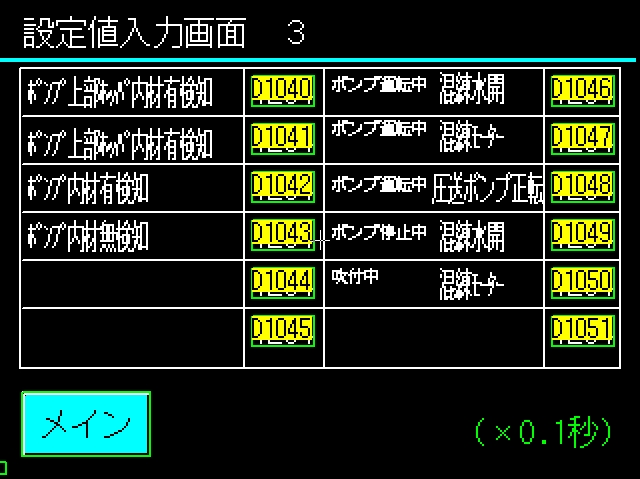
タッチパネルで、二つのタイマー時間を設けて使用しているので、
どの様にタイマー値をセットしているのか理解しましょう。
スポンサーリンク *****************
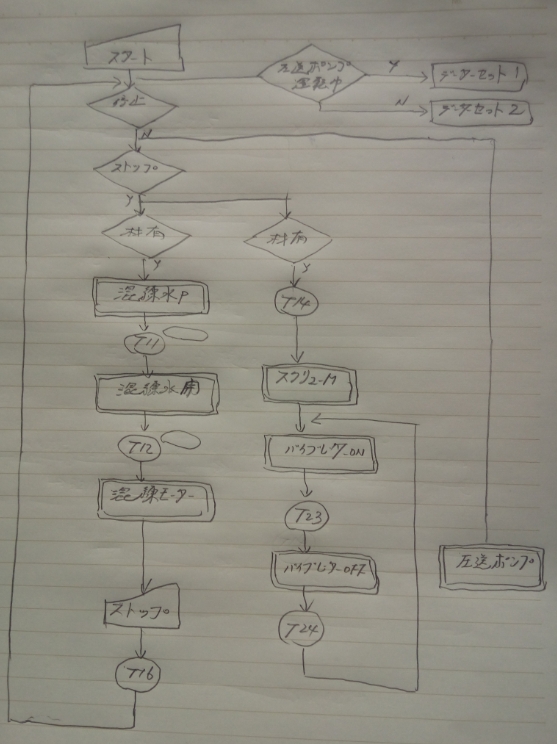
フローチャート
フリーハンドでかいたざっくりフローチャートです。
参考にお使いください。
ラダー回路
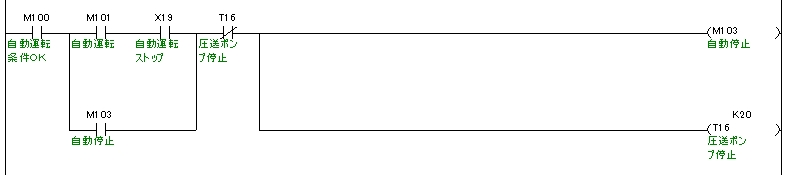
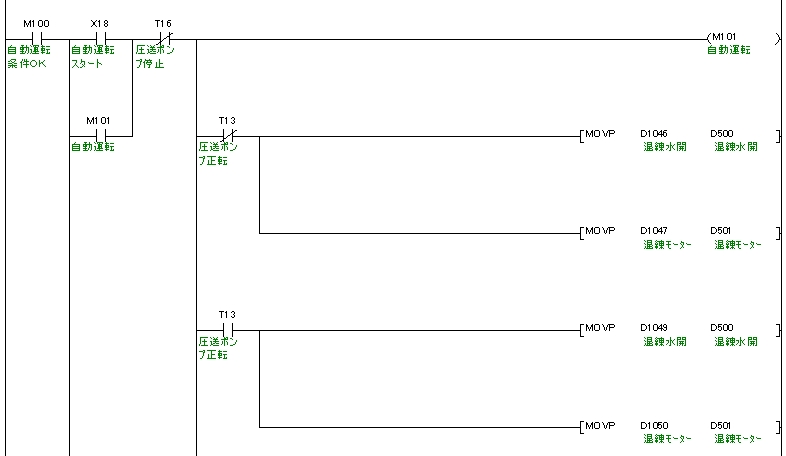
自動スタートしたら M101 をホールドして、この中で一連の動作が出来るようにします。
異常などがあったら M100 の起動条件を切ります。
非常時なので、即停止するようにします。
通常は順番に停止をさせます。
最初にデーターセットします。
途中で必要な情報のデーターをその都度セットすることもあります。
以下の場合は、圧送ポンプが起動しているか、いないかでデーターを変えています。
停止に関する接点は仮に入れて、動作の順番通りに機器を並べていきましょう。
M103 や T6 など
Mコイルにするか、Tコイルにするか、分からない時は、とりあえずMコイルで書いておきましょう。
タイマ T11 は 通常 T11 K100 というように設定しますが、
T11 D500 とすることで、D500のデーターを使いようになります。
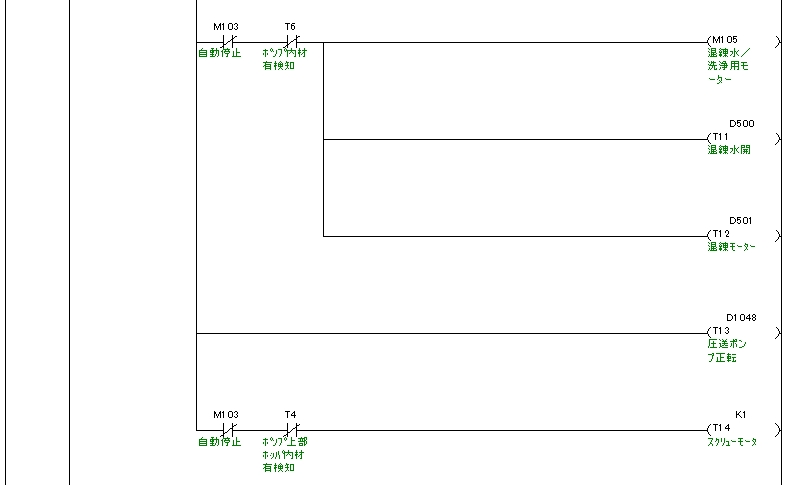
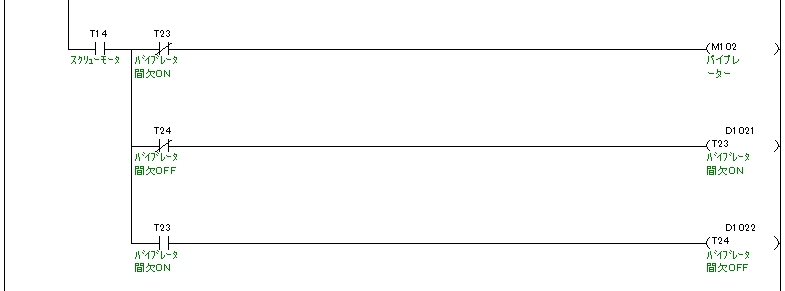
バイブレーターはスクリューモータが動いてから動作スタートになります。
タッチパネルで間欠運転用のタイマ設定値を設けています。
自動停止ボタンを押して自動停止をかけます。
順番に停止させるために
M100 で 即停止させる機器に対して停止をかけます。
その後、順番にとめるためにタイマーで遅延停止となります。
複数の機器がある場合は、機器毎にタイマーを用意して順番に停止をかけていきます。
停止の条件がある場合はタイマーの前に条件を入れておきます。