
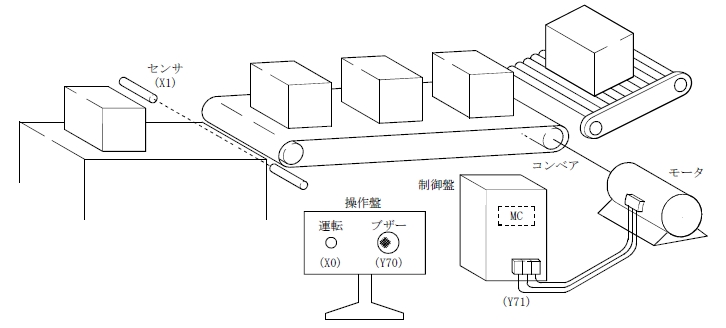
コンベアの運転指令(X0)スイッチをONすると,
3秒間ブザー(Y70)が鳴り,
その後,コンベアが運転(Y71)を始めます。
製品が6個搬送されたことを検出(X1)すると
コンベアは自動的に停止します。
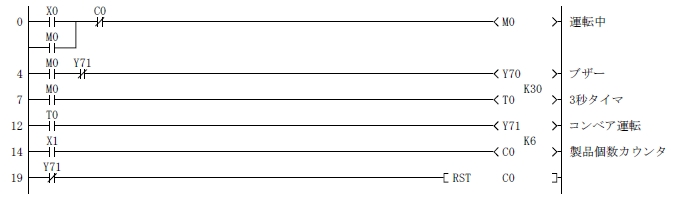
0行の回路
コンベアの運転指令(X0)スイッチをONするだけでは連続運転にならないのでホールド回路とします。
4~7行の回路
起動警報を3秒間鳴らします。
ブザーを鳴らしてからタイマーで3秒間計測後コンベアを運転しブザーを停止しています。
ここはY71で切っても、T0で切っても同じことです。
コンベアのタイミング運転で一時停止することがあれば、T0で切りましょう。
12行の回路
コンベアの運転指令です。
この先にマグネットがついていて、AC200Vか400Vのモーターを動かしています。
14行の回路
普通はこんな回路ではカウントミスをします。
スポンサーリンク *****************
出来ればON→OFFを検知し通過したことで1カウントした方が良いですね。
またチャタリングを防ぐために
光電管が遮光してから一定時間後ON見なし、入光一定時間後OFFとすることで
チャタリングとカウントミスを防ぐことができます。
19行の回路
6回のカウントを確認したら自動起動を切ります。
これでモーターも停止します。
モーターが停止したらカウンターもリセットしておきます。
<< 問 題 点 >>
1)ダンボールが無くなった場合
2)出側でダンボールがジャミング(ぐちゃぐちゃになる事)してしまった場合
3)光電管が遮光しっぱなししている状態
4)カウント判断で必要以上に遮光している場合
5)モーターが過負荷になった場合
6)モーターの一時停止をかけたい場合
7)非常停止をかけなければいけない状態になった場合
8)出来れば入り口でダンボールの間隔をあけるために光電管を儲けたい
9)それと共にコンベア上に搬入制限する為に入り口にストッパーを儲けたい
以上が必要になりそうな機器及び考え方です。
費用的にコストをかけたくないのであれば、どの様な設備にすればよいか?
そのような事を考えながら、設備と機器を考えていくことが大事な事となります。
今回の設備では入り口がフリーローラーとなっているので、コントロールが出来ませんが、
モーターを使ったローラーコンベアにしたらまた違ったラダーシーケンスとなります。
イメージを膨らませ、自分なりに考えてラダープログラムを作ってみるのも面白いでしょう。